Laser welding using carbon dioxide and Nd:YAG lasers is becoming increasingly popular in industrial production. High-power carbon dioxide lasers (2-12 kW) are used for welding, for example, automotive industry components, transmission parts, heat exchangers and so-called tailored sheets.
Low-power Nd:YAG lasers (100-500 W) are utilized in the welding of small components, such as the welding of hospital equipment and electronics casings. High-power Nd:YAG lasers (kW ranges) often use a robot to target the optical fibers. The high-power lasers are used to weld, for example, automotive industry components, such as car body parts.
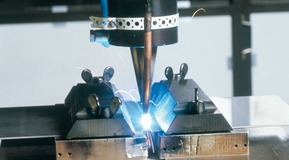
The laser beam is focused on a small area called the focal point. The temperature of the focal point is high enough to melt and vaporize materials. High-power carbon dioxide lasers mainly employ water-cooled mirrors instead of lenses to focus the beam.
In principle, there are two welding methods. In the melting method, thermal conduction transfers heat from the surface of the work piece inside it. This method is typically used when welding relatively narrow weld seams with low-power Nd:YAG lasers.
High-power welding is generally penetrating welding, where the laser beam melts and vaporizes the material being welded. The pressure of the vapor displaces the molten metal, forming what is known as a keyhole. This results in narrow, deep-penetration weld seams.
Welding gases have several purposes:
Protection of the weld pool and the heat-affected zone
Protection of laser optics against welding fumes and spatter
Acting as root protection gas and control of plasma formation in carbon dioxide laser welding
Plasma refers to the cloud of ionized metal vapor forming over the keyhole, which weakens the power of the laser beam and may disrupt the welding process. The formation of plasma depends on the type and power of the laser device, and can also be affected through the choice of the welding gas.
AGA Laserline gases provide the optimal solution for all Processes.
To avoid the risks in hot work, always adhere to safety.


